
Abrasive Blasting and Industrial Coating of ten units of Quick Hitch Capstan Winch Casing Weldments
Following on from the fabrication of casings, which you can read about in this Fabrication news article, this is the second stage of the process for the mild-steel casing weldment fabrication for our Quick Hitch Capstans. Our highly-experienced team member Mark does the sandblasting, while our top-gun spray painter Ben is like a surgeon with his motion and precision.
“The casing weldments were sandblasted, primed and the painted in high-visibility safety yellow.” – Ben
In the previous steps of the process, which began at the desk of our Neumann Engineering Services, who produced the technical drawings, the drawings and the steel material then arrived at the Neumann Fabrication workshop for our boilermaker to fabricate the casing weldments. You can read about the fabrication in this article with our boilermaker Steve. It was then moved to our Neumann Industrial Coatings unit for sandblasting and painting.

Industrial Sandblasting and Coatings manager Peter explained the process once the ten units were delivered to the paint shop.
“This is a standard sandblast, primer and paint process when it comes to mild-steel fabrication” – Peter
“Mild steel surface preparation requires that all surfaces are to be clean, dry and free from chalking and contamination. The casings were sandblasted inside and out to Class 2.5, which is a 3-hour process for ten units of casing weldments, and it is a near-white sandblast clean which strips rust and foreign particles. On the casings then remain very minor traces of rust and foreign particles in the form of spots or stripes.”
“After sandblasting, entire casings inside and out were primed with Nason 2K ZP Epoxy Primer to provide a superior coating to the steel. 2K Epoxy Primer is high quality, designed as resistant to corrosion and has excellent stickiness to the metal factor. This was a 24-hour process to allow for drying. The thickness of the primer is 75 microns, which is about the thickness of a human hair.”
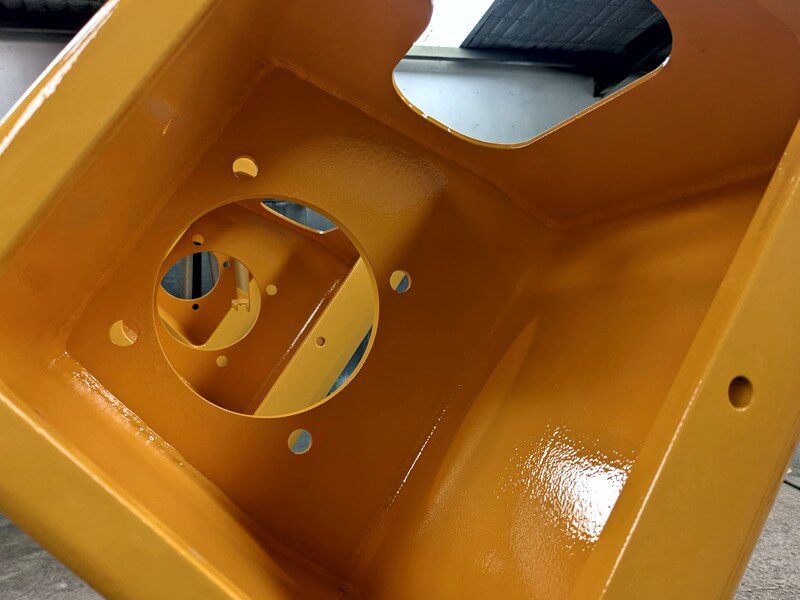
“After the priming process, the quick hitch capstan casing weldments were then spray-painted with Nason 610 GDL Mix Y14, also at the thickness of 75 microns. The entire process was done over 24 hours to allow proper curing and was then delivered to the Neumann Equipment business unit for assembly. I am very proud of my team’s professionalism and dedication to quality,” said Peter, the Industrial Sandblasting and Coatings business unit manager of Neumann Contractors.

Elevate your project with Neumann Industrial Coatings’ exceptional abrasive blasting and industrial spray painting services. Contact us today to unleash the power of precision coating. Experience superior quality and unparalleled expertise in surface preparation and flawless finishing. Trust Neumann Industrial Coatings for your abrasive blasting and spray painting needs and take your project to new heights.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}